歡迎來到新型全自動數控滾絲機廠家官網--衡水安達機械設備有限公司

誠信為本 品質為先
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
電話:18632802355
專注新型全自動數控滾絲機、冷擠壓機、鋼筋彎曲機、鐓粗機
電話:18632802355

全國免費咨詢熱線
自有生產工廠,專業技術人員
公司擁有嚴謹的加工工藝,專業化的研發水平
使產品質量更高、性能更可靠
公司具備大型精密機床、數控加工設備和檢測儀器的生產條件,有雄厚
的技術力量和科技創新意識
在吸收消化國內外先進技術的基礎上,根據市場需求并總結廣大用戶的
反饋意見,我們不斷實踐、不斷創新研發,追求自我品質。
始終以服務為基礎,以誠信為原則
憑借優質的產品,先進的技術和專業的服務,在行業內
贏得了優良口碑
安達鋼筋套絲機技術團隊為您一對一指導
現為各建筑工地提供套絲機,成為他們的合作伙伴和優秀供應商
專業人員跟蹤服務,讓你得到的不僅僅是合作

衡水安達機械設備有限公司衡水安達機械設備有限公司,專業從事鋼筋機械連接技術和產品加工,目前主要生產:鋼筋連接套筒及建筑鋼筋連接機械設備,為你提供鋼筋滾絲機、全自動鋼筋鐓粗機、鋼筋冷擠壓機、螺旋升角(剝肋)直螺紋滾絲機、鋼筋切斷機、鋼筋彎曲機。便攜式彎曲機及各種型號鋼筋連接套筒,四級鋼直螺紋套筒冷擠壓套筒鐓粗套筒變徑套筒等優質產品,同時提供各種形式的鋼筋連接成套技術及現場服務......



? ?鋼筋直螺紋套絲機目前已經成為建筑工程項目處理鋼筋的主要操作設備了。但是因為我國建筑行業本身的局限性,我們的建筑工人大多數人員素質參差不齊,還有市場上的滾絲機設備多種多樣,難免會在使用過程當中出現一些操作不當那個引起的機器損壞或者因為不熟悉機器導致的機械故障。對此,我們固力士針對市場上出現的一些集中的比較突出的問題,提供了一些故障解決方法,希望能為我們的工人師傅在需要時提供幫助。...
 常見問答解答
常見問答解答滾絲機操作過程了解設備使用手冊的內容。生產加工實際操作按下列次序開展。滾絲機1、生產加工前解決設備開展常規體檢1)加潤滑脂:數控車床的拖動位置,每個班加潤滑脂一次(如:臺鉗的拖動軌;雙翹板的滑軌等)。2)滿載試運行:將雙翹板退回原始部位,不在裝進建筑鋼筋的情況下,按起動按鍵,滾軋頭正轉,手動式雙翹板向移位,…
鋼筋直螺紋剝肋滾絲機主要用于混凝土結構中Ф14-40mmⅡ、Ⅲ級鋼筋的直螺紋端頭加工。具有操作簡便、快、無明火、無污染、可全天候施工等優點。接頭質量達到JGJ107-2010《鋼筋機械連接通用技術規程》中Ⅰ級接頭的規定。市場上的鋼筋直螺紋剝肋滾絲機不同品牌、不同型號、不同質量,要在眾多設備中選擇滿意的設備不容易。此…
針對鋼筋滾絲機有一定的一定掌握的人,毫無疑問了解機器設備應當在應用的全過程中或是是應用進行后對它進行一定的維護保養工作中,那樣才可以確保它的作用平穩的充分發揮,而且可以保持長期的運用。那麼人們應當如何對它進行維護保養呢?下邊安達滾絲機生產廠家來為大伙兒解讀一下在其中專業知識。怎樣維護保養鋼筋滾絲機…
鋼筋滾絲機主要用于建筑工程帶肋鋼滾軋直螺紋絲頭,是實現鋼筋連接的關鍵設備。可加工直徑16-40mm的HRB335和HRB400級帶肋鋼筋。鋼筋滾絲機使用注意事項1.冷卻液體必須使用水溶性乳化冷卻液,嚴禁使用油性冷卻液,更不可用普通潤滑油代替。2.沒有冷卻液時嚴禁滾軋加工螺紋。3.待加工的鋼筋端部應平整,必須用無齒鋸下料…
鋼筋直螺紋套筒質量要求1、外觀質量:螺紋牙型應飽滿,連接套筒表面不得有裂紋,表面及內螺紋不得有嚴重的銹蝕及其他肉眼可見的缺陷。套內無鐵屑及雜物,連接套表面應有明顯的規格標識。2、內螺紋尺寸的檢驗:用專用的螺紋塞規檢驗,其塞通規應能順利旋入,塞止規旋入長度不得超過3P。鋼筋直螺紋套筒檢驗方法1、連接套筒…
直螺紋套筒又可分為墩粗直螺紋套筒、剝肋滾軋直螺紋套筒和直接滾軋直螺紋套筒。14的直螺紋一袋600個;25的套筒100個一袋,規格越大數量越小。14到25直螺紋套筒一袋多少個(1)鐓粗直螺紋連接:是把鋼筋端頭鐓粗后制作的直螺紋和連接件螺紋咬合形成的接頭再切削成型,鐓頭質量較難控制。(2)直接滾壓直螺紋連接:是把帶肋…
下列信息內容就是說有關在鋼筋套筒連接絲頭生產加工普遍的難題,下邊追隨生產廠家一起來看一下吧。鋼筋套筒(1)同批鋼筋套筒聯接絲頭外螺紋長度誤差增加缺點造成緣故:1建筑鋼筋裝卡精準定位不精確或不可以確保反復精度等級2行程安排限位開關調節不適合或行程安排現位反復精密度過低3建筑鋼筋卡緊鉗損壞無法卡死建筑鋼筋…
一、施工準備(一)作業條件1、參加套筒擠壓的工作人員必須經過培訓,取證后方可上崗操作。2、工程開工前,應有套筒擠壓接頭技術提供單位有效的型試檢驗報告。型試檢驗報告必須記載送檢試件的各項參數。包括套筒長度,外徑、內徑、擠壓道次、擠壓力、壓痕處平均直徑或擠壓后套筒長度,以便對擠壓接頭的外觀質量進行檢查。…





 營業執照
營業執照 建筑業企業資質證書
建筑業企業資質證書 職業健康安全管理體系認證證書
職業健康安全管理體系認證證書 質量管理體系認證證書
質量管理體系認證證書 環境管理體系認證證書
環境管理體系認證證書 鋼筋套絲機55型
鋼筋套絲機55型 鋼筋剝肋套絲機
鋼筋剝肋套絲機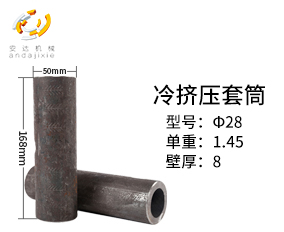 鋼筋冷擠壓套筒
鋼筋冷擠壓套筒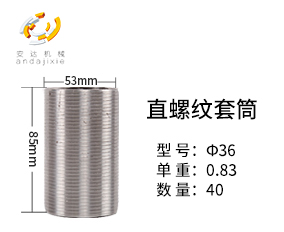 直螺紋套筒
直螺紋套筒 380v套絲機多少錢一臺
380v套絲機多少錢一臺 直螺紋鋼筋滾絲機
直螺紋鋼筋滾絲機 鋼筋直螺紋剝肋滾絲機
鋼筋直螺紋剝肋滾絲機 40KZ鋼筋套絲機
40KZ鋼筋套絲機